We all have run into situations where something we’re doing doesn’t work the way we expected. Whether at home or at work, problems always arise at the most inopportune times. The car won’t start and we have to be in the office early for a meeting, the computer gives us the spinning wheel of death when the end- of-the-month report is due, or our finishing system is down because of a quality issue we can’t figure out and our customer needs the parts now.
In the finishing industry, we run into similar problems all the time. For example, the big order must ship ASAP, but we’ve run into a problem—contamination on the parts, parts won’t cure, powder feed issues, and the list goes on. In each of these situations we are faced with troubleshooting the problem so we can get life back to normal as quickly as possible. We would like to call in an “expert,” but we don’t have the time. It’s up to you. Do you have what it takes to find the root cause and provide the solution?
Troubleshooting is a systematic approach to problem solving. We are sometimes mystified at the speed at which the “experts” can do this; however, it’s because they have done this many times, probably have seen the same or similar problems, and know where to start looking. We can do the same thing and we can start to become proficient once we have the basic steps in place.
Fortunately, we have help. Many vendors of equipment, pretreatment, and powder, as well as industry trade associations, provide troubleshooting charts which help with the process. These guides typically list the problem along with several possible causes and solutions or remedies. Let’s look at an example problem and walk through the troubleshooting process.
Our example finishing system consists of:
- Conveyorized line.
- Load/unload area.
- 3- or 5-stage spray pretreatment system.
- Convection dry-off oven.
- Reclaim capable powder booth with a fluid bed hopper feeding either automatic or manual guns.
- Convection cure oven.
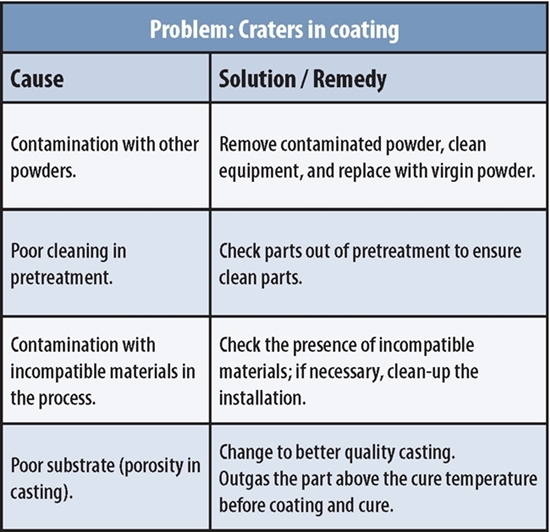
As we begin to inspect the parts as they come off the line, we notice craters in the coating. We reach for our troubleshooting chart and here is what we find.
This is a great start and often will lead us to the answer. In some cases, however, the cause may be more difficult to find. Let’s see if we can add to the information noted above.
All shops should have clean, unopened panels available for troubleshooting and/or offline testing. These can be purchased from several vendors in various sizes but for this exercise we can use standard CRS (cold rolled steel) 3 x 5 inch panels.